数控灯杆收口焊机
当前位置:首页
>
产品展示
数控灯杆收口直缝焊机
数控灯杆收口直缝焊机,型号:HM800/20000
滚轮型Roller type
设计专用于,智慧杆,5G杆,高杆灯杆, 电力杆,也可用以普通路灯杆
直径范围:60~800mm, 厚度:3~12mm
使用范围:适用于大长度的中杆纵向自动收口焊接,5G杆,电力杆,高杆灯杆,也可用以普通路灯杆
此机通常适用于焊接多边形和圆形锥形的杆子,比较适合一片或者2片型钢杆(一条焊缝)。本焊机是自动焊接线,小车配有可调速电机,可以牵引杆子运动。液压油缸促使压轮收紧中杆,同时进行焊接。
- 数控自动调整,数控系统,随着杆径变化,自动调节压力, 自动调节压脚位置,自动匹配杆子送料速度和位置,保持焊缝始终处于合拢状态,以确保焊接顺利进行。
- 确保在前工序合格的基础上,焊接后,杆子焊缝无扭转,机器后边无需人员撬扭杆子来对中焊缝。
- 推动杆子为变频控制,带有电器刹车停止功能,以保证头尾焊接的稳定性。从头焊到尾,头尾几乎没有遗留未焊接的长度,不需要在尾部100~200mm 长度进行人工补焊。
- 压脚数量为3套,优点是减少压脚对路灯杆表面的压力,表面美观,减少压痕影响,同时适合生产八角杆,多棱杆和圆锥杆。可以是等径的也可以是圆锥的。
- 小车可以快速电动回到设定位置,无需人工推回,降低操作人员的劳动强度。
- 后推动型小车,带气动夹紧装置,相对于手动夹紧,简单快速
- 出料一侧为滚轮型,便于上下料,利于实现物料上下游的自动化。可以上下料都在机器的一侧, 避免操作人员前后长距离移动,操作人员只需要在主机的位置工作,大大降低操作人员的劳动强度。
- 带杆子后导向板,自适应调整,实际操作中很少调节焊缝位置,降低操作人员的劳动强度。
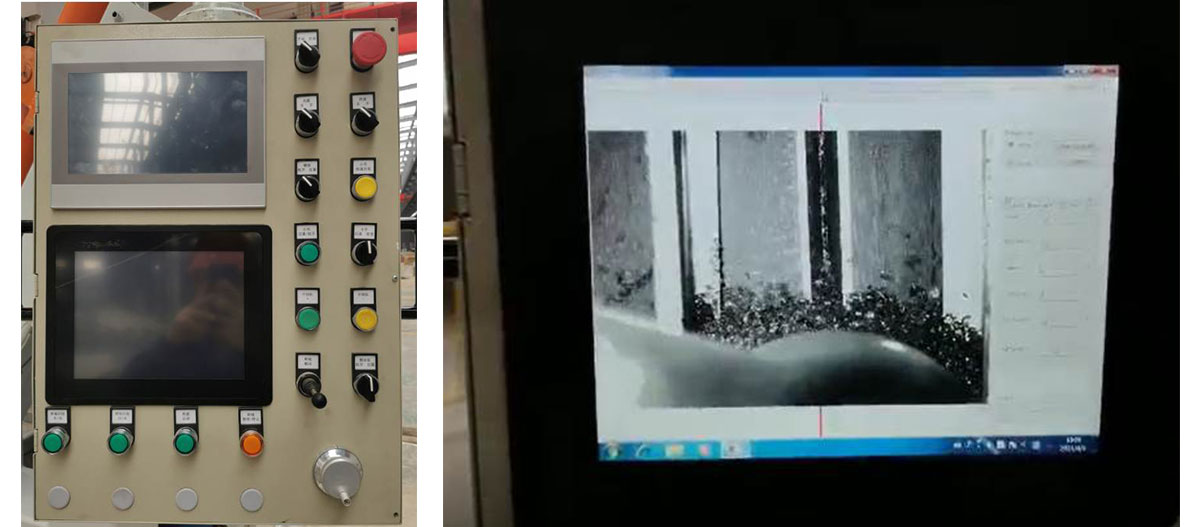
- 通过安装在机头上的摄像头,把焊缝反映到控制台上的屏幕上,使得焊缝的跟踪,简单容易,降低操作人员的劳动强度。
- 自主研发的油压和控制同步系统,降低了对杆子的要求,使得焊接后的杆子圆整,变形小。
- 操作人员:1人。
- 出料滚轮,6套(适合18米杆子)
- 可以按照买方车间的布局,提供不同行进方向的机器。
- 对于客户的特殊要求,可以特殊设计和制造,以满足全世界各地不同的杆子。

机器包含以下部分
- 用于小车移动的长型工作台
- 主龙门架
- 小车驱动
- 后出料滚轮,5套
- 液压夹紧部分 (包括压紧轮,适用于中杆 )
- With AOTAI 500A, Pulse MIG Welding source
- 焊剂回收系统Flux recovery system
- 液压系统Hydraulic system
- 控制系统Control system
- 压轮模具,按照客户的杆件的要求。
包含:适合高杆灯杆,智慧杆,5G杆模具一套
:适合普通路灯杆,最小直径60mm, 等径圆杆,圆锥杆模具一套
:适合普通路灯杆,最小直径60mm, 八角杆模具一套
:另外配置适合普通路灯杆用的后夹持装置一套。(包含一个小工具,适用于长度非常短的杆子,如1~2米长度的挑臂)
| 技术参数 | ||
| 1 | 可焊接杆的直径范围 | 60-800mm |
| 2 | 可焊接灯杆的最大长度长度可定制 | 20000 mm |
| 3 | 重量 | 12.5 |
| 4 | 外形尺寸(长宽高) | 43000x3800x4500 |
| 5 | 可焊接杆厚度 | 3~12mm,Q235, Q345 |
| 6 | 压脚数量 | 3 套. |
| 7 | 油泵电机功率 | 3+3 KW |
| 8 | 移动电机功率 | 4KW.速度可调节 |
| 9 | 垂直顶压行程 | 800mm |
| 10 | 操作高度 | 杆子下角到地面的距离850mm |
| 11 | 焊机 | Aotai |
| 12 | 焊丝直径 | 根据买家焊机确定 |
| 13 | 焊接工作速度 | 0.5~3m/min 无级可调注:厚度不同,速度也不同) |
| 14 | 焊透率 | 80 % 及以上,取决于内部使用铜排 |
| 15 | 电器元件 | 施耐德法国品牌 |
| 16 | 数控系统 | Siemens |
| 17 | 焊机品牌 | AOTAI 500A pulse MIG |

适合小直径(60mm)圆锥杆和八角杆的压轮模具

通过安装在机头上的摄像头,把焊缝反映到控制台上的屏幕上,使得焊缝的跟踪,简单容易,降低操作人员的劳动强度