数控电门切割机
当前位置:首页
>
产品展示
机器人灯杆底板焊接电门切割焊接一体机
机器人灯杆底板焊接电门切割焊接一体机
用途:
本焊接系统用于路灯杆底板焊接生产。通过机器人与焊接电源的实时通讯,根据不同的焊接位置采用不同的工艺参数,取得优质的焊缝。
本机具备路灯杆生产中的六大应用,如下:
数控杆子的底部切整齐,
底板的定位装配,
底板和杆子之间的内外环缝焊接,
底板加强筋的焊接,
数控切割电门,
门框焊接
适用于圆锥形杆,圆杆,八角杆,多棱杆,等径杆
主要技术参数:
| 编号 | 项目 | 参数 |
| 1 | 灯杆底部最小直径 | 120mm |
| 2 | 灯杆******直径 | 300mm |
| 3 | ******长度 | 14m |
| 4 | 最小厚度 | 2.5mm |
| 5 | 灯杆******厚度 | 12mm |
| 6 | 胀管可以变形的******厚度 | 8mm |
| 7 | 适合的单根杆子******重量 | 500kg |
| 8 | 底板三角加强筋的数量 | 4~8说明:如果数量多,加强筋间距小而影响焊枪进入,可以焊接一半的加强筋 |
| 9 | 底板三角加强筋尺寸 | 一般的普通路灯杆,智慧杆均适合(不同尺寸的加强筋需要不同的模具,可以按照随机提供的模具,后续用户自己加工制作) |
| 10 | 焊接速度 | 参考速度 300~500mm/分钟不同厚度不同焊接速度 |
| 11 | 底板形状 | 圆形,正方形,八边形,四边的倍数边型 |
| 12 | 底板最小厚度 | 10mm(建议值,太薄内外焊接有难度,容易烧穿 |
| 13 | 底板******厚度 | 一般杆子都适合 |
| 14 | 底板最小尺寸 | 150mm×150mm |
| 15 | 底板******尺寸 | 700直径,或者对边尺寸700700 |
| 16 | 对加强筋和底板尺寸一致性的要求 | 尺寸公差在1mm以内建议用激光切割或者等离子切割,以确保尺寸的一致性,来获得比较好的机器人焊接效果 |
| 17 | 对门框尺寸一致性的要求 | 一般门框为外购,无法达到尺寸公差小于1mm所以,需要人工装门框,点焊牢后(或者卡紧后,机器人再焊接,如果公差比较小,也可以直接机器人焊接(注:如果门框的尺寸公差比较大,会引起门框和门之间间隙比较大导致局部漏焊,需要后期局部人工补焊) |
| 18 | 关于电门等离子切割位置,电门的最高点离开底板的******距离 | 1400mm |
| 19 | 切割形状 | 方管平面切割+管类切割(4轴控制) |
| 20 | 电门尺寸和形状 | 在切割范围内没有限制 |
| 21 | 关于电门门框焊接的位置,电门的最高点离开底板的******距离 | 2000mm |
| 22 | 适合杆型 | 圆锥杆,圆杆,八角杆,八角以上多棱形,等径杆都适合 |
| 23 | 等离子电源 | Hypertherm Powermax 65(Made in USA) 美国海宝 |
| 24 | ******穿孔和质量切割厚度 | 12mm(建议值) |
| 25 | 切割速度 | 一般路灯杆一个电门切割时间为30~40秒 |
| 26 | 数控系统 | Si Dafeng(SF-2100S) |
| 27 | 套图软件 | SmartNest |
| 28 | 等离子切割枪 | 1 套 1 set |
| 29 | 弧压调高控制器 | HEAVTH HP105 |
| 30 | 调高装置 | 等离子调高装置一套 |
| 31 | 生产速度(包括底板内外焊,电门切割,门框焊接) | 普通路灯杆:12~16 分钟 5G杆:40~45 分钟具体的时间,决定于杆子尺寸,加强筋的尺寸,电门尺寸 |
特殊要求:
1.******管子直径400,(原来为300)并且底部为250x250方管(******可以满足方管350x350), 电动卡盘增加为内孔直径620(原来为360)
2.方管上,一个侧面有2个加强筋,需要加强筋装置,可以上下移动,适合加强筋的不同位置
3.如果小头位置为方管,小头支承无法旋转, 需要更改支承型式,结果讨论,决定增加12米导轨和小头的活动支承,以提高切割和焊接的精度,适合圆杆,方管,八角杆。小头支承为伺服同步旋转。这样就不再需要制作方转圆的工装夹具了。
4.因为在方管的单侧面开门,等离子切割系统,需要增加一个控制轴。
5.门框所在位置,离开底板******1300,更改为悬挂式机器人,为了得到离开底板2米处的焊接,悬挂式机器人悬挂框往外移动500mm.
总体布局如下图:
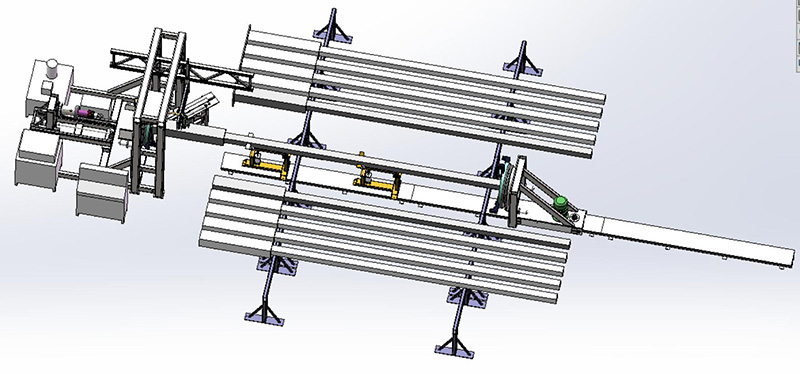
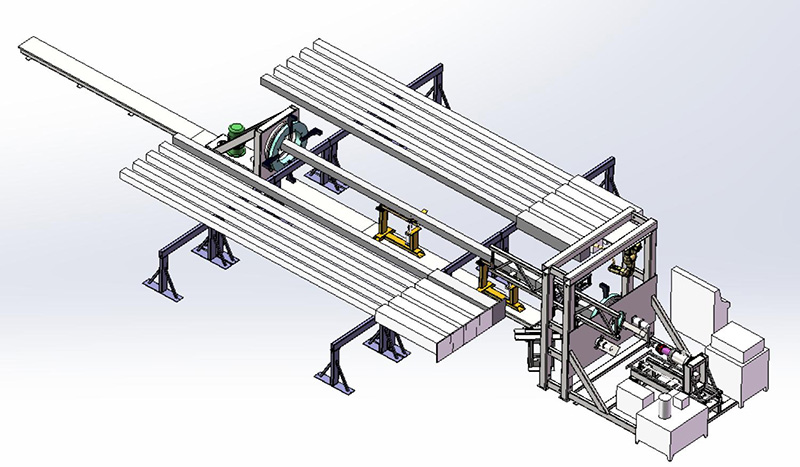
专有特点:
1.本机集成了六个功能,一次上下料,就可以完成,杆子的底部切整齐,底板的定位装配,底板和杆子之间的内外焊接,底板加强筋的焊接,切割电门,门框焊接。大大减少了独立工序间的物料流动和上下料时间,节约了生产空间。
2.带有涨管功能,消除底板内孔和杆子之间的间隙,顺利实现自动焊接。
3.具有底板加强筋自动放置和焊接功能,加强筋装置可以上下位置自动调节,以满足方管一侧边上下2块加强筋的自动送料。
4.采用日本川崎重工机器人,操作性好,质量过硬。
5.采用著名焊接电源,焊缝质量好,焊接效率高。
6.变位机翻转角度大,可实现最合理的角度焊接。
7.焊接成型美观,可靠性高。
8.灯杆电门的数控切割,切割形状可以是圆形,正方形,矩形,椭圆形等,任何电脑CAD 可以绘制的图形都可以通过随机附带的专用软件来切割。
9.切割源是自动等离子,因此切割速度会很快,并且切口光滑圆整。
10.由于使用美国产海宝等离子的电源和割枪,切割缝隙比较小,割下的件,可以作为门盖使用。
11.电门切割完成后,如果需要门框的焊接的,机器人可以完成门框的自动焊接,门框焊接需要配置激光寻位功能。
12.整个机器单向流水线的形式设计,杆子堆放在机器的左边,通过操作人员可以一根接一根向右边移动,完成焊接,焊接完成的杆子堆放到右边。杆子移动升起,无需行车,操作人员劳动强度低。
13.增加12米导轨和小头的活动支承,以提高切割和焊接的精度,适合圆杆,方管,八角杆。小头支承为伺服同步旋转。这样就不再需要制作方转圆的工装夹具了。
14.节省大量人工成本
15.可适应全天候长时间工作
照片:

机器人系统介绍
1.川崎机器人
BA系列是专为焊接开发的机器人系列,专用于焊接,操作简单,可以通过简单的示教操作即可达到熟练的焊接作业操作。在示教器上设有可视效果极佳及便于操作的可触摸液晶彩色显示屏。机器人与焊机仅需要一根电缆连接,可将焊接条件分类存储,一键调用。

| 示教方式 | 简单操作示教AS语言编程 | |
| 动作方式 | 手动模式 | 各轴独立、基本坐标系、工具坐标系 |
| 再现模式 | 各轴/直线、圆弧插补动作 | |
| 存储容量 | 8MB(8000步相当) | |
| 通用信号 | 外部操作信号 | 紧急停止,外部保持信号 |
| 输入输出 | 32+32 | |
川崎BA系列机器人采用 E01控制柜,外形紧凑,操作体系适宜,功能丰富,易维护和具有高扩展性。6.5英寸彩色液晶屏幕,触摸屏640×480像素。采用背照光,使液晶画面更容易看清。操作系统采用WINDOWS CE。窗口显示采用下拉式菜单,使编辑操作过程简单易行。

| 功能 | 标准弧焊 | |
| 型号 | BA006N | |
| 手臂形式 | 垂直多关节 | |
| 动作自由度 | 6轴 | |
| ******负载能力(KG) | 6 | |
| ******动作范围[DEG] | JT1电源线及控制线 | ±165 |
| JT2 | +150~-90 | |
| JT3 | +45~-175 | |
| JT4 | ±180 | |
| JT5 | ±135 | |
| JT6 | ±360 | |
| ******动作速度[DEG/S] | JT1电源线及控制线 | 240 |
| JT2 | 240 | |
| JT3 | 220 | |
| JT4 | 430 | |
| JT5 | 430 | |
| JT6 | 650 | |
| 惯量[N.M] | JT4 | 12 |
| JT5 | 12 | |
| JT6 | 3.75 | |
| 惯性力矩[KG.M2] | JT4 | 0.4 |
| JT5 | 0.4 | |
| JT6 | 0.07 | |
| 重复定位精度[MM] | ±0.05 | |
| 水平伸长度[MM] | 1445 | |
| 本体重量[KG] | 150 | |
| 电源容量[KVA] | 3.0 | |
| 安装方式 | 地面、顶装 | |
| 安装环境 | 温度 | 0~45° |
| 湿度 | 35~85%(不能结露) | |
| 振动 | 0.5G以下Less than 0.5 | |
| 其他 | 机器人安装必须远离:易燃或腐蚀性液体或气体 电器的干扰 | |
| IP等级 | IP65 | |
| 推荐控制器 | E01 | |
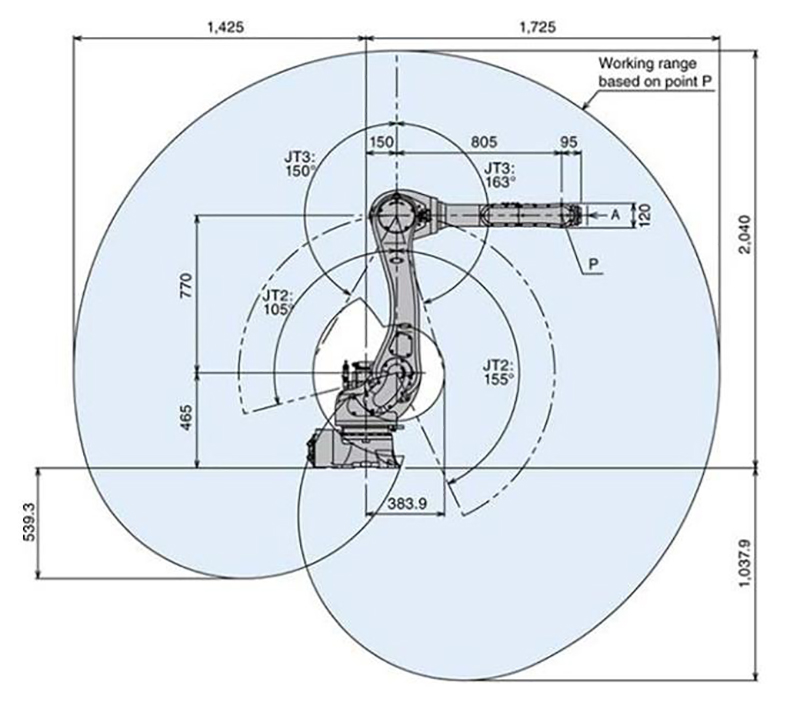
动作范围:

焊枪防撞器介绍
350 焊枪系统为二氧化碳焊枪,普遍用于亚洲区域的弧焊工作。
可换枪颈焊枪系统具有额定值高及暂载率高等优点:智能接口可实现快速维护和可重复定位功能,缩短停工时间。
该焊枪系统有多种针对所有常用机器接头的枪颈和夹持器供选择。
优点:
(1)典型的亚洲式二氧化碳设计
(2)可换枪颈可缩短设备停工时间, 减少维护、维修的费用
(3)******的温度特性可确保易损件使用寿命长
(4)高质量电缆组件可确保系统的使用寿命长
(5)坚固耐用的焊枪结构可实现高碰撞稳定性
| 型号 | 350 |
| 冷却方式 | 风冷Air |
| 暂载率 | 100% |
| 额定值 | 350A CO2 |
| 300A 混合气体 | |
| 送丝直径 | 0.8-1.4mm |
| 枪颈 | 35° |
NBC-350RL 焊接电源系统
设备说明:
NBC-350RL 机器人专用焊机具有低飞溅、恒压两种焊接模式,可以实现碳钢富氩与 CO2 气体保护焊。本产品采用全数字的控制方式,适应性极强,能与弧焊机器人通过数字/模拟接口完成通讯。
性能特点:
(1)能与Kawasaki(川崎)机器人完成配套。
(2)数字接口控制种类丰富, 能直接调用客户存储的焊接参数。
(3)焊接飞溅极小,焊缝成型美观。
(4)优化的引弧、收弧以及去球功能。
全数字化控制系统,实现焊接过程的精确控制、弧长稳定。
强大的数字报错功能,多种故障都有错误代码进行显示。
系统内置焊接专家数据库,自动智能化参数组合。
操作界面友好,一元化调节方式,易于掌握。
软开关逆变技术,整机可靠性高、节能省电。
焊接电源参数:
| 序号 | 类别 | 参数 |
| 1 | 额定输入电压/频率 | 380V±25% 3P/50Hz |
| 2 | 额定输入容量( KVA) | 14 |
| 3 | 额定输入电流(A) | 21 |
| 4 | 额定输出电压(V) | 31.5 |
| 5 | 额定负载持续率(%) | 60% |
| 6 | 输出空载电压(V) | 96 |
| 7 | 输出电流/电压范围(A/V) | 60A/17V~350A/31.5V |
| 8 | 焊丝直径(mm) | 0.8、1.0、1.2 |
| 9 | 送丝类型 | 推丝 |
| 10 | 气体流量(L/min) | 15~20 |
| 11 | 焊枪冷却方式 | 气冷 |
| 12 | 外壳防护等级 | IP23 |
| 13 | 绝缘等级 | H |
| 14 | 外型尺寸 L*W*H (cm) | 66*32*56 |
| 15 | 重量( Kg) | 55 |
| 16 | EMC 发射等级 | A |

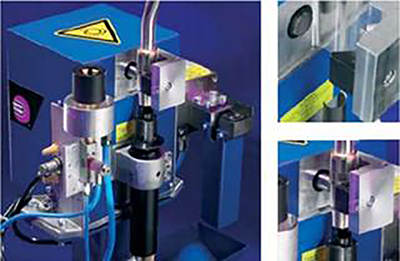
清枪、剪丝和喷硅油装置(选配件)
如图所示。清枪和喷硅油装置用于清理焊枪喷嘴内的飞溅和向喷嘴内喷防飞溅硅油。剪丝装置用于剪除焊丝尖端小球并保证焊丝干伸长度一致, 保证起弧成功率和焊接过程稳定,以及始端检出的精度。
运行环境
1、接地:C种接地,接地电阻小于10欧姆。
2、焊丝:盘装焊丝
3、使用环境条件(室内)
环境温度:-5℃~40℃。
相对湿度:≤80%。不结露。No dew
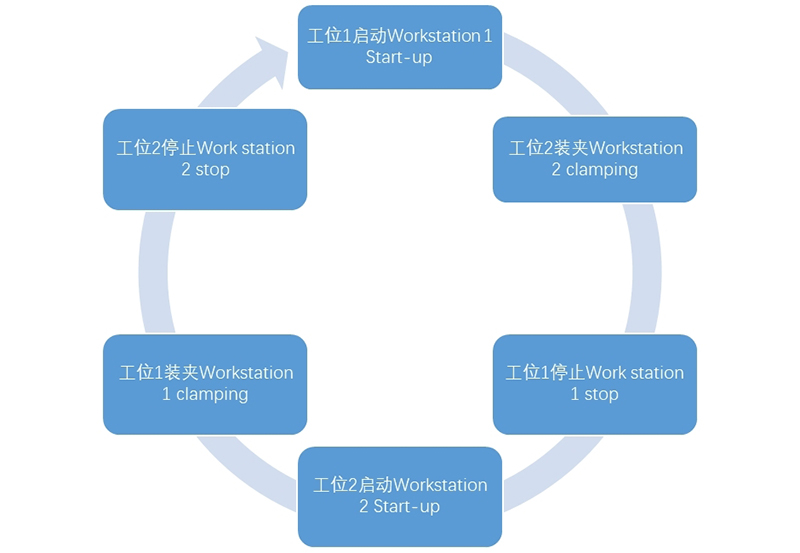
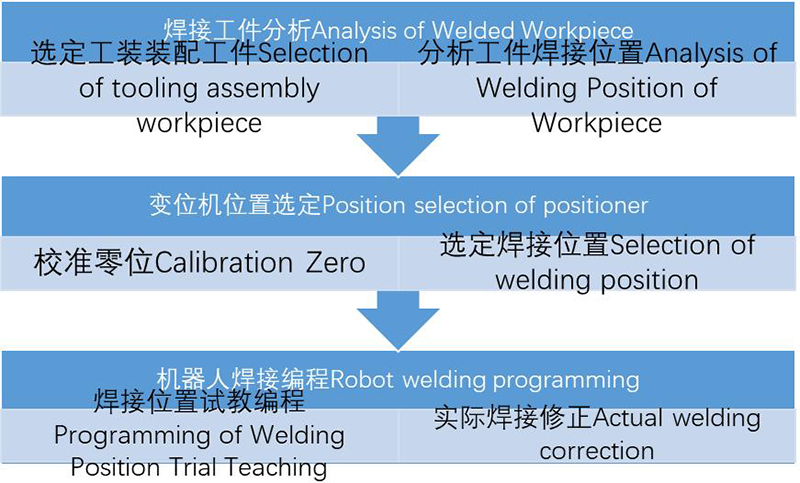
编程及工作流程
编程流程
工作流程